关键词 |
重庆气缸管无缝油缸筒,气缸管无缝油缸筒供应,气缸管无缝油缸筒销售,气缸管无缝油缸筒用途 |
面向地区 |
全国 |
油缸管精密管冷拔管,大口径冷拔管,冷拔异型管,滚压后,表面粗糙度值的减小,可提高配合性质。 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。
油缸管滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
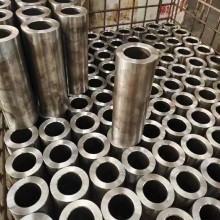
冷拔油缸管 冷拔油缸管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
冷拔钢管是经济建设中重要的原材料之一,素有工业“血管”之称。精密钢管广泛地被用作机械工业用管(主要是液压与气动缸体管、液压输油管、汽车传动轴管和半轴套管、轴承钢管、皮带传送托辊管、印染辊管等)、石油地质工业用管(油泵管、钻探管、油管、套管、钻杆等)、化工用管(石油裂化管、化肥用高压管、化工设备及管道用管)、电站锅炉和热交换器管等。 随着我国经济建设的不断发展和技术的不断进步、精密钢管的应用范围会不断扩大、需求量也会越来越大。据内部资料,德国曼内斯曼生产的冷拔精密管材在其国内售价在4万元/吨,因此在解决好坯管材质、规格、质量情况下,开拓精密钢管国际市场,出口创汇的潜力很大。从原料市场来看,我国已基本形成东北鞍钢,西北,华北天津,华东上海,西南成都和中南衡阳的无缝钢管生产基地。我国直缝焊管机组已近1600套,1986年以来引进了200多套,φ219mm以上的大中口径直缝焊管机组已有18套,其中广东番禹焊管厂φ320机组,张家口宁远钢厂的φ114机组,徐州光环公司中的φ219机组,宝鸡钢管厂的φ426机组,锦西钢管厂的φ508机组等,可以生产油井管、输送管、机械用管等次产品,将是生产DOM机械用管可靠的焊管坯供应商。 目前我国还没有化的冷拔钢管,我们可借鉴国际钢管企业的一些建厂模式和经验。日本是一个钢管出口大国,其钢管质量居世界。日本钢铁公司中有四个(新日本钢铁、住友金属工业、日本钢管(NKK)和川崎钢铁)都生产钢管。日本丸一钢管公司是一个比较大的,但不能自供原料的钢管公司,年产118.8万t钢管,产品有镀锌管、异型管、机械用管、标准输气输水管等。位于大坂的原田钢管公司年产1.2万t液压缸筒等精密钢管,主要生产手段是冷拔。总部位于大坂的片仓钢管公司建有世界大的700吨冷拔机,在大坂、广岛和东京都建有精密钢管生产厂,年产4.92万t精密钢管。 二、冷拔钢管行业需求 (1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。 (2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,冷拔管的总需求量约为120万米。 (3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。 (4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。 (5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗管20—40多万米、此外还可用本项技术精整各类钻杆。 (6)兵器工业:部门现在用旋压方法加工炮管,旋压方法生产率低而成本高,用冷拔方法生产则更为合适。 (冷拔钢管技术的应用前景 一、冷拔钢管宏观市场 生产的7)轴承行业:目前生产的冷拔钢管滚动轴承座圈的生产,以圆钢为原料,切片后经冲压制成。大轴承座圈还将实心棒料掏空来制作,金属利用率不到40%,迫切需要、轴承钢厚壁管材。 (8)汽车工业:95年传动轴用精密管6000吨,半轴套管1万吨和各种输油管等。 (9)航空工业:铝合金飞机起落架管和厚壁钢管等。 (10)千斤顶行业:我国千斤顶制造有相当实力,出口创汇前景可观。各生产企业目前千斤顶缸多采用实心棒料加工,生产效益低,材料浪费高,对冷拔管需求迫切。 (11)其他领域:各种印染辊、辊道托辊用管、不锈钢管、铝管、铜管、异型管及内外复合管等等均可采用钢管的冷拔钢管技术生产。
精密管热处理工艺 真空退火弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。 精密管热处理过程 真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。 由于精密管表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。 单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。 70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。 80年代中期出现压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略油淬,已进入工业实用。 90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达国家已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。 结果真空渗碳为真空渗碳一淬火工艺曲线。在真空中加热到渗碳温度并保温使表面净化、活化之后,通入稀薄渗碳富化气(见控制气氛热处理),在大约1330Pa(10T0rr)负压下进行渗入,然后停气(降压)进行扩散。渗碳后的精密钢管淬火采用一次淬火法,即先停电,通氮冷却工件至临界点A,、以下,使内部发生相变,再停气、开泵,升温到Ac1,~Accm之间。淬冷方法可采用气冷或油冷。后者为奥氏体化后移入前室,充氮至常压,入油。真空渗碳的温度一般普通气体渗碳,常采用920~1040℃渗入和扩散可按所示分两阶段,也可用脉冲式通气、停气,多段式的渗一扩相间,效果更好。由于温度高,尤其表面洁净、有活性,真空渗碳层形成速度比普通气体、液体和固体渗碳快,如要求精密管渗层为1mm时,在927℃只需5h,而1033℃仅需1h。
冷拔管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,冷拔管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加冷拔管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。 冷拔管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,冷拔管才能以高强的精度运用在各个场合。 冷拔管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精密钢管。该产品经稍加珩磨后,可直接用作液压、气动缸缸体管。
冷拔精密钢管是一种新型高技术节能产品。 近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。冷拔精密钢管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。
冷拔精密钢管能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 三、生产工艺 生产的冷拔钢管生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水 洗——鳞 化——皂 化——拉 拔——检 查——切定尺——珩 磨——端部加工——矫 直——总装——试压——装
主要用途:应用于液压系统配管、汽车制造配管、、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。 精密冷拔钢管重量公式:[(外径-壁厚)壁厚]*0.02466=kg/米(每米的重量) 汽车、摩托车、制冷设备、液压件、气动缸用,以及其他对钢管精度、光洁度、清洁度、机械性能有很高要求的客户。精密冷拔钢管对抗拉强度、屈服强度或屈服点、伸长率等机械性能都有严格的要求。除了机械性能外还要对化学成分,要经过水压试验,卷 边、扩口、压扁等试验合格后才能出厂。

全国气缸管无缝油缸筒热销信息