关键词 |
资阳镁合金焊丝厂家,武清镁合金焊丝,阿里镁合金焊丝报价,澎湖县生产镁合金焊丝 |
面向地区 |
全国 |
杂质含量 |
0.003 |
镁含量 |
99.5 |
粒度 |
325目 |
品名 |
镁铝锌合金 |
牌号 |
5052 |
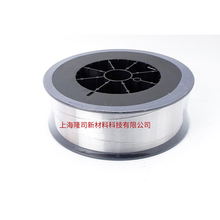
镁焊丝的分类有哪些呢?下面为大家介绍一下。
(1)按焊连接方法可分为埋弧焊丝、CO2、TIG、MIG、自维护和电渣等焊丝。
(2)根据焊丝的形状和结构,可分为实芯、药芯和活性等焊丝。
(3)根据适用的金属材料,可分为低碳钢、低合金钢、硬质合金堆焊、铝、铜和铸铁等焊丝。
镁焊丝的优缺点有哪些呢?下面接着介绍。
一、优点:
1)它对于各种钢材的焊连接,适应性强,调整焊剂的成分和比例非常方便和容易,可以提供所需的缝隙化学成分。
2)其工艺性能好,缝隙成形美观,气渣联合保护,成形好,添加稳弧器是为了稳定电弧,使熔滴过渡均匀。
3)沉积速度快,生产,在相同的焊接电流下,它具有高电流密度和高熔化速度,其熔敷率约为85%-90%,生产率比焊条电弧焊高3-5倍左右。
4)可采用大电流进行全位置焊接。
二、缺点:
1)其制造工艺复杂。
2)焊接时,送丝比实心焊丝更困难。
3)其外观易生锈,粉末易吸潮,因此,对于它的保存和管理要求更加严格。
镁焊丝在焊接过程中的作用:它是埋弧焊自动焊、电渣焊、气体保护焊、气焊等熔焊方法的填补金属,熔化作为填补焊丝并与液体基底金属熔合以形成焊缝,传导电流,产生电弧,并将电能转化为热能,在对接过程中,焊芯金属占整个焊缝的主要部分,直接影响它的质量和基本性能,因此,要求芯金属的化学成分应与母体相对应。
镁合金产品分为镁合金基础材料、型材、交通工具轻量化、民用、等几大类产品,规格和牌号,牌号有AZ31B、AZ61、AZ80、AZ91、ZK60、ZK61、WE43、WE94等国际通用牌号,按合金成分分有Mg-Al-Zn系镁合金、Mg-Zn-Zr系镁合金、Mg-Mn系镁合金、Mg-RE合金、稀土镁合金等类别。
镁合金基础材料包括各类锭、板材、棒材、管材、焊丝等,广泛应用于汽车、轨道交通、、航空、3C、生物医疗等行业领域。
通过挤压或压铸等镁合金生产工艺可塑造各种形状的型材,特别是镁合金挤压型材通过卧式挤压机,将金属棒坯用推力从模具中挤出成型,可挤出的型材外观尺寸具有优良的稳定性,因而省去了再加工的麻烦,且挤出的型材内部非常致密、具有优良的力学性能
一般来说 ,钨极惰性气体保护电弧焊 ( GTAW ΠTIG) 和熔化极惰性气体保护电弧焊 ( GMAW Π MIG) 是镁合金常用的焊接方法。此外镁合金还可以采用电阻点焊(RSW) 、摩擦焊 ( FW) 、搅拌摩擦焊 ( FSW) 、激光焊(LBW) 、电子束焊 ( EBW) 等工艺进行焊接。由于镁的比热容和熔化潜热小 ,因此焊接时要求的输入热量少而焊接速度高。大多数情况下 ,镁合金件可采用熔化焊 ,如电弧焊、激光焊、电子束焊和气焊等方法进行焊接。

————— 认证资质 —————