





产品别名 |
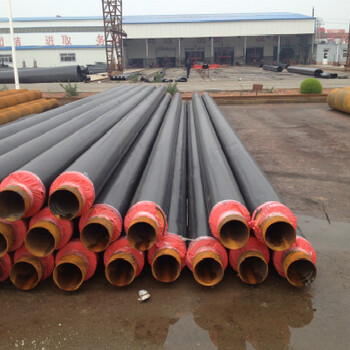
预制直埋保温管,聚氨酯发泡保温管,直埋供热管道,热水保温管 |
面向地区 |
全国 |
产地/厂家 |
沧州 |
材质 |
10Mn |
断面形状 |
方形 |
加工服务 |
无加工 |
质量等级 |
优等品 |
外径 |
377.0 |